Debreifing jour 18
Ce matin j'ai fini ma 2eme torsade.
Pour torsader, il faut chauffer a haute temperature ( pour ne pas decoller les couches ), le serrer sur l'etau d'un coté, tenir a la clès a mollette de l'autre et tourner, le tous rapidement bien sur 😃.

Les deux torsades cote a cote ( en tous environs 3 litres de transpiration...pour les faire😅)



Il est maintenant l'heure de preparer les torsades pour les souder ensemble.
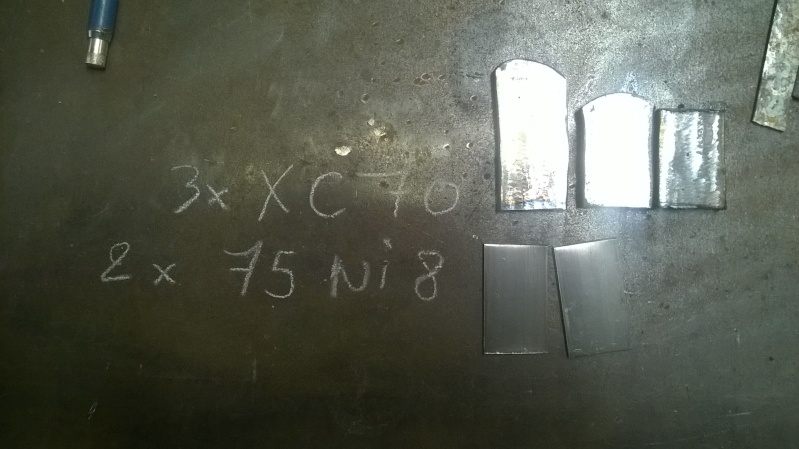
Il faut dont enlever la calamine sur une des faces de chaque torsade.

Bon en vrai il faut poncer nettement plus...
Il ne faut plus voir de calamine sur la face destinė a la soudure, soit poncer pour eliminer toutes les stries noire.
La theorie
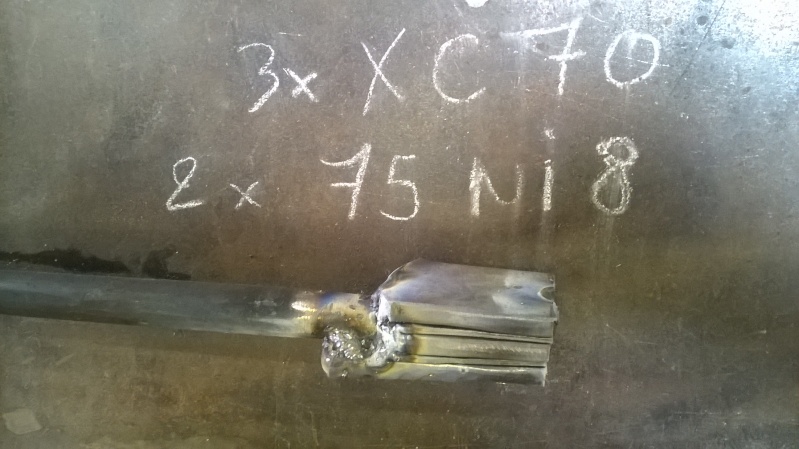
Mise en place

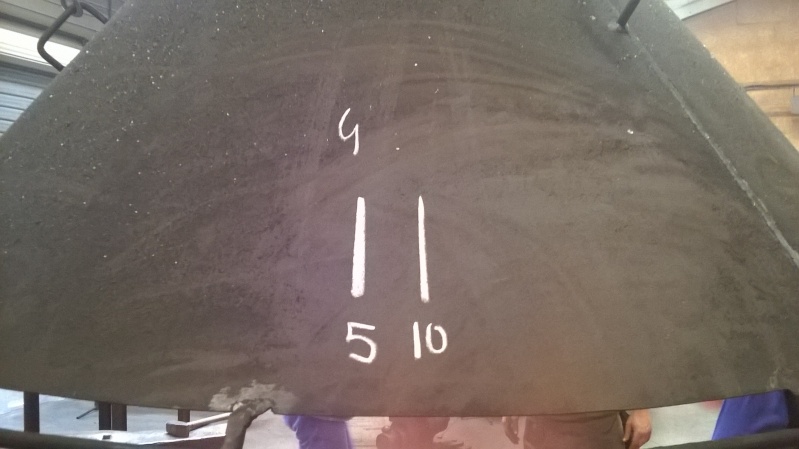
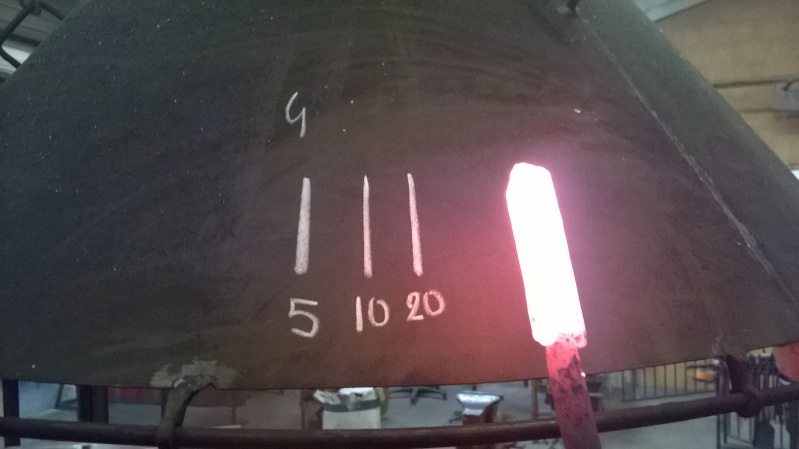
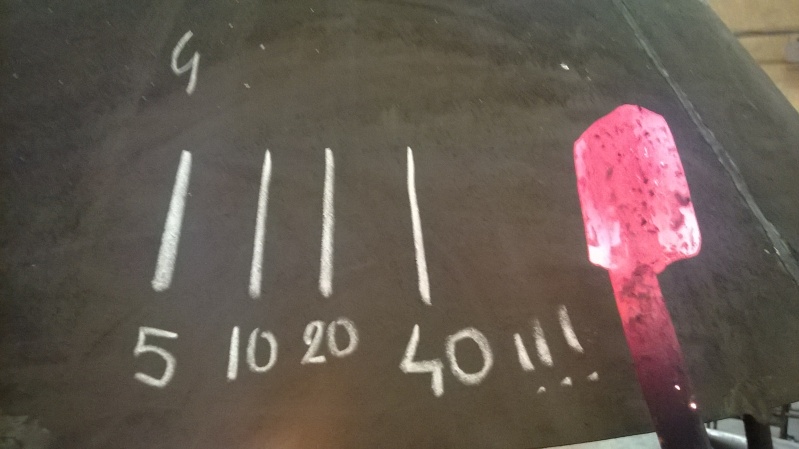
Une fois les deux torsades soudė entre elle, il me faut les decouper en palier sur la largeur, histoire de pouvoir voir la qualité de mon travail sur toute la tige.


Ensuite on ponce et poli les paliers.


Une fois poli, on plonge la piece dans du perchlorure de fer.
Resultat.











Resultat mitigė....je doit admettre que je suis content de voir enfin des dessin sur mon acier ( même si on voit que dalle sur les photos....) de me rendre compte que sur 40 couches j'en est seulement 4 qui merde.
Mais justement, c'est quelques couche mal soudė font que le bout de "damas" devient unitilisable et foiré....
Ducoup je recommence....😃

Il est 17h........
Heureusement, j'ai eu le temps de finir mon "wrench knife" ( couteau clès.....bon en francais ca claque tous de suite moins....)
Donc j'ai fini de forger

Je fais ensuite la normalisation
( petit rappel: on monte au marron/brun foncė et 3 coup sec dans l'eau froide )
( encore un petit rappel.... La normalisation sert a reduire le grain de l'acier, si eventuellement on est monté trop haut en temperature et que l'on a dilaté l'acier et donc grossi le grain de l'acier )
Une fois la forge fini, petit passage au backstand ( grain 50 )

Ensuite je trempe....
Etant donné que je ne connait pas exactement le type d'acier...il faut improviser........
Mode sherlock holmes ON
Voyons voir.....premier indice !
Il est marqué VANADIUM CHROME sur la clés !
J'en deduis que l'acier est un acier allié de type.....vanadium-chrome.....😅😅😅.
Ensuite re-voyons voir..........2eme indice !
La clés rouille !
Ce qui veut dire qu'il ne s'agit pas d'un acier inox, donc que l'acier contient moins de 13% de chrome !
( en effet la legislation francaise impose un minimum de 13% de chrome pour une apellation acier inoxidable )
Ensuite.......l'utilité de l'objet peut fortement ( voir carrement ) sugerer un certain type d'acier.
Donc une clés de ce type necessite une trés grande dureté, trés peu d'elasticité, et une eventuelle resistance a la chaleur ( oui un garagiste doit surement mettre en contact la clés avec des piece a haute temperature.........oui je sait l'argument est moyen......)
Ayant recement manipuler du z38 (acier auto-trempant.... En gros qui perd difficilement ca trempe ), j'en deduis qu'il doit surement s'agir d'un acier similaire au z38...
Mode sherlock holmes OFF
Donc je trempe pendant 15min a haute temperature histoire que la christalisation ait le temps de ce faire, et refroidissement rapide a l'air ( un eventuels refroidissement a l'eau, aura pour consequence de refroidir plus rapidement l'acier sans pour autant impacter sur ca trempe.....)

Une fois tremper, je realise le revenu..... Seul soucis je n'ai pas nettoier la lame au papier de verre et donc je vois pas la couleur apparaitre.........
Aprés plusieurs longue minute d'attente sur le bloc d'acier ( qui dailleurs commence serieusement a me bruler les doigts...), j'abandonne....et decide de passer le test de trempe.
( Petit rappel, pour faire le revenu, je pose la lame sur un bloc d'acier chauffer au rouge.
La chaleur se propage sur la lame, et une fois la bonne couleur obtenu, on stoppe "brutalement" le revenu en plongeant la lame dans l'eau. )
Donc le test de trempe est simple, on prend du gros fils de fer ( environ 3-4mm de diamètre ),on pose la lame dessus et tape avec un marteau.
Si le fil de fer est entamait et que le tranchant ne l'ait pas....bingo !
Et moi...........................SUSPENCE................................................( la ca commence a ètre long.....)........................................................
Hè bien BINGO !!!
Le fil est intact.... Place a la suite.
Backstand 240----->400------> polissage------->affutage
Le "Couteau" fini


J'ai pris vite fait le temps de commencer une nouvelle lame.
Obectif un couteau montage en soie.




Tips du jour:
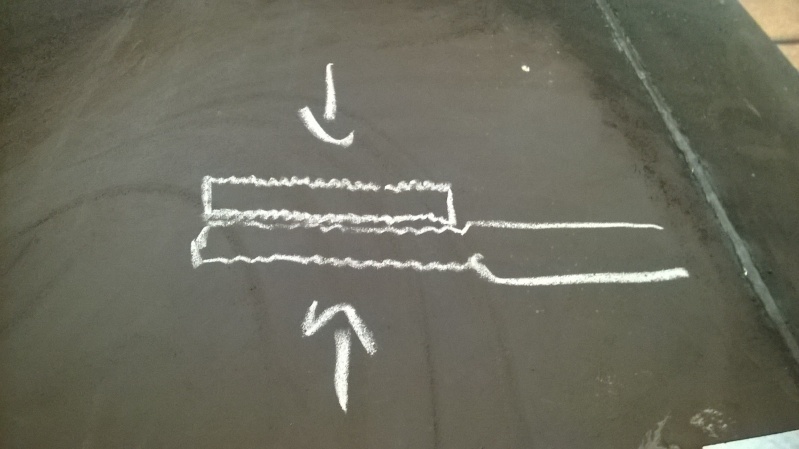
l'egorgeoir
Donc un egorgeoir, sert a delimiter la soie de la lame, ou la garde de la lame une fois fini.
Il s'agit d'un bati en acier de serrurier ( un acier plat ) et a sont extrimité, deux tige ronde en acier dur.
Celle ci seront en contact avec le couteau.
On place la lame dans l'egorgeoir et on frappe au marteau sur le dessus.
Photos



Voila je suis fatigué, aujourdhui pour la première fois j'ai ètè "bruler" par ma boucle de ceinture !!!!
La chaleur intense du feu de forge, a traverser mon tablier en cuir et chauffer ma boucle de ceinture a tels point que je n'arriver pas a la tenir dans ma main !!!
Pas des blagues !!!
Je me suis "bruler le nombril" !!
( pas vraiment bruler, mais plutot ressentie une forte chaleur qui "pique" 😃 )
Allez il faut que j'aille me remettre de toutes ces emotions.
La bise, a demain









































 , j'attends la suite avec impatience.
, j'attends la suite avec impatience.